

日本の製造業が誇る顧客への高い適応力が、いまや利益構造を歪め、収益を圧迫する要因となってはいないでしょうか。
特に受注生産品を主とするメーカーでは、現場のすり合わせやベテラン社員の経験によって、複雑な個別要求に対応してきました。しかし、ニーズの多様化は個人の限界を超え、品番・工程・管理工数の増大が連鎖する「複雑性コスト」として利益を蝕んでいるのが実情です。
本記事では、「柔軟な個別対応」を維持したまま、属人的な「現場の判断」を組織の「デジタル資産」へと転換する戦略を提示します。設計・生産技術・製造の知見を統合する「判断のルール化」が、いかにして収益構造を強靭にし、グローバル競争を勝ち抜く武器となるのか、経営者が断行すべき業務変革の道筋を解き明かします。
1. 日本の製造業を取り巻く環境
まず、受注生産型製造業が直面する市場構造の変化と、対応を迫られている背景を整理します。
顧客の特注要求への対応とマスカスタマイゼーションへのシフト
市場は「少品種大量生産」から、「マスカスタマイゼーション(多品種変量生産)」へとシフトしています。特に、受注生産を主とするメーカーにおいて、この傾向は顕著です。
この背景には、顧客企業の事業環境の変化があります。市場が細分化し、製品差別化のために、仕様を用途別・地域別・顧客別などに分ける必要が生じ、調達先のメーカーにも細かな仕様対応が求められるようになっています。
膨大なバリエーションを、人手により維持し続けることは、物理的な限界と管理コスト増大の主因となっています。
サプライチェーンのリスク
こうした品番増加の問題に、近年の不安定な部材供給状況が追い打ちをかけています。特注品のために専用部品を在庫として抱え込むことは、在庫リスクや調達リードタイムの不確実性を増大させ、経営上の脆弱性へと直結しかねません。
そのため、どの工程までを共通・標準化し、どこから仕様を確定させるかというデカップリングポイントの最適化が重要視されています。
グローバル標準化の波と競争環境
グローバル市場では、欧米企業が「モジュール化(標準部品の組み合わせ)」によりコスト競争力と短納期を実現しています。対して日本企業は「すり合わせ(現場の調整力)」に依存していますが、ベテラン社員の退職に伴い、「匠の技(判断ロジック)」がブラックボックス化したまま失われつつあるのが実情です。
2. 日本型個別対応モデルの限界
現場の柔軟性に依存してきた日本型の個別対応は、なぜ今、経営リスクへと転じているのでしょうか。その構造的な問題に迫ります。
「都度設計・流用設計」による現場の疲弊
注文のたびに過去の類似図面を探し出し、一部を修正して対応する「都度設計(流用設計)」。一見すると効率的な手法に思えますが、実態は図面上の整合性確認や、強度・熱容量といった制約条件の再検討を、設計者のスキルと経験に委ねています。そのため、設計ミスや手戻りが発生しやすいのが実情です。
こうした属人的な対応を続ける現場の前には、以下の「3つの壁」が立ちはだかっています。
検索性の低下による壁
オプションの組み合わせが増え、調査に多大な工数が割かれています。デジタル化されたはずのシステムにも情報が溢れかえり、かえって現場を疲弊させています。
部門間にある変換の壁
E-BOM(機能単位で並べられた部品表)には、製造工程の情報が含まれていません。そのため、生産技術者がM-BOM(工場のラインや工程順に即した部品表)ごとに図面を読み解く必要があります。
グローバル展開を阻む拠点の壁
海外拠点ごとに運用が異なり、単純なBOM(部品表)流用が通用しません。現地設備や工法に合わせた調整が拠点ごとに発生し、共通の品質基準や原価構造の構築、さらには新製品の垂直立ち上げを困難にする要因となっています。
日本の製造業に多い個別対応による「人による判断ポイント」
受注生産の現場で、以下のようなケースに見覚えはないでしょうか。
【現場で起こりがちな課題】
営業が顧客先で「3週間後に納品できます」と納期を約束したが、設計部門に確認すると「専用治具の製作が必要で、最短でも5週間必要」と判明。製造部門は「勝手に約束してきた」と憤慨し、結局は残業と特急手配で間に合わせたものの、原価は見積もりの1.5倍に膨らみ、赤字案件となってしまいました。
この問題の根本原因は、プロセスの至るところで、場当たり的な判断を下していることにあります。
-
新規設計か流用かの判断:「以前にも作ったか?」という調査や、流用可否の判断に時間がかかる
-
個別要求への対応可否:営業と設計の間で「技術的に可能か」「採算が合うか」の調整・判断が毎回発生
-
工程・製造方法の選択:設計仕様が決まっても、どのライン・設備・治具を使うかの判断が社員の経験に依存(属人化)
-
見積もり・納期判断:設計が完了しBOM(部品表)が確定するまで正確な原価や納期を算出できない。結果として、過去の感覚に頼ったどんぶり勘定による受注が常態化
状態を放置することの経営リスク
こうした属人的な判断に依存した状態を放置すると、以下の経営リスクが発生します。
-
見積もり精度の低下:どんぶり勘定による赤字受注の常態化で、利益率が侵食される
-
品質事故の頻発:都度判断によるミスや確認不足が、重大な品質問題を引き起こす
-
技術継承の断絶:ベテラン社員の退職とともに判断基準そのものが失われ、事業継続が困難になる
-
拠点の独立化:拠点ごとの個別運用が進み、本社による経営統制が効かなくなる
これらは単独でも深刻な問題ですが、複数が重なることで企業の競争力を根底から崩壊させてしまいかねません。
3. グローバル競争に打ち勝つための方策
日本の製造業が培ってきた個別対応力という強みを活かしつつ、コスト競争力と両立させるための具体的なアプローチを解説します。
日本製造業が磨くべき「強み」
日本企業の競争の源泉は「きめ細やかな個別仕様への対応力」にあります。しかし、要望を無制限に受け入れるスタイルでは、例外処理による品番・工程・在庫の複雑性を増幅させます。その結果、原価や納期の予見性が下がり、見積もり競争力と利益率を損なう要因となりがちです。
ここで維持すべきは「顧客のこだわりを、いかに標準化されたルールのなかで高速・低コストに実現するか」という能力です。それこそが、グローバル市場で優位性を築くための勝ち筋となります。
CTO(Configure to Order)へのシフト
ここでのCTOとは、単なる「オプション選び」ではなく、顧客の要求(スペック)を入力した瞬間に「設計ルール」と「製造ルール」が連動し、案件専用のBOM/BOP(製造手順書)を動的に生成する仕組みです。
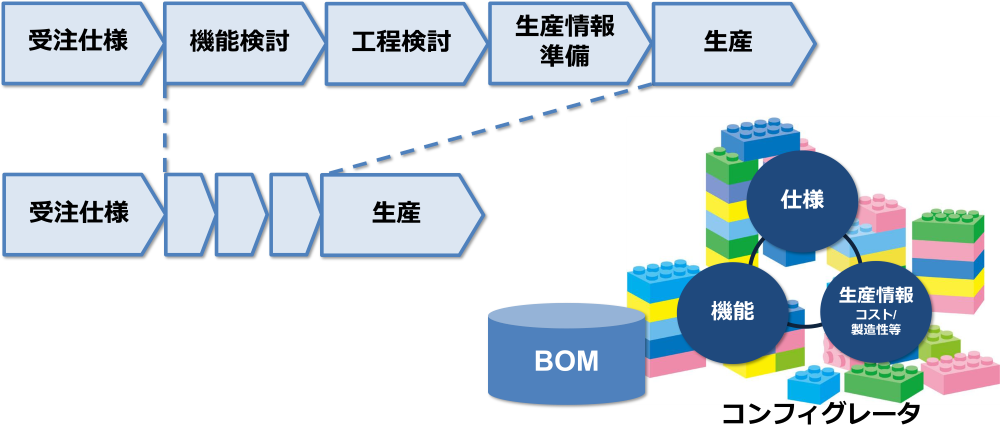
以下のような設計・製造・生産技術の知見を「ルール」として定義することで、個別対応が必要な要求に対しても、スピーディかつ標準的な品質で回答できる体制を目指します。
設計:制約条件のデジタル化による「品質(Q)」の担保
現状、強度・熱容量・互換性などの制約条件を案件ごとに都度検討し、膨大な設計レビューと承認プロセスが発生しています。これに対し、制約条件や計算式をあらかじめルールとして定義すれば、エラーのない正確なBOM(部品表)を自動生成できます。設計ミスによる品質不良を根絶すると同時に、付帯業務を削減し、高付加価値な「新規開発」へとシフトできます。
製造・経営:原価の可視化と設備最適化による「コスト(C)」の制御
現状、特注要求のたびに治具や設備の修正・改造といった投資が発生し、総原価が不透明なまま受注するリスクを抱えています。既存の設備能力に基づいたルールを定義し、個別要求を標準範囲内で処理。材料原価だけでなく、加工や資源(設備・人)まで積み上げた原価を見積もり段階で把握し、赤字受注を排除した利益管理を実現します。
生産技術:工程設計の自動化による「納期(D)」の短縮
現状、仕様書を都度読み込み、設備や工程を決める生産準備の判断が必要です。これを、仕様に応じて適切な設備や追加工程が自動的にBOP(製造手順)へ反映される仕組みへと転換。準備期間が大幅に短縮され、1日単位で精度を高めたリードタイムを顧客へ即答できる体制が整います。
4. グローバル競争力の鍵は、判断をルールとして資産化する「動的管理」
多額のIT投資を行ってもなお、システム間の「繋ぎ目」にアナログな判断が残っていれば、経営資源の浪費は止まりません。ここでは、従来のBOM管理の限界を整理したうえで、利益を確保し続けるために不可欠となる「動的管理」と「判断ルールの資産化」という2つの概念を解説します。
なぜ既存BOMでは限界なのか
多くの企業が採用している従来の手法には、マスタ管理と柔軟性の面で大きな壁が存在します。
静的管理の限界
静的BOM(バリエーションを事前に品番登録し、構成を固定する手法)は、全パターンを事前に品番登録しなければなりません。しかし、多品種変量生産が進むなかでは登録作業が追いつかず、マスタメンテナンスが破綻してしまいます。また「なぜその構成になったのか」という判断プロセスが記録されないため、仕様変更時の影響範囲が見えなくなるリスクも抱えています。
150%BOMの限界
150%BOM(全選択肢を網羅したマスタから引き算する手法)は、登録済みの選択肢以外は扱えず、特注寸法などの連続的な仕様変更への対応に限界があります。さらに、BOP(工程・設備・治具などの製造手順)との連動が考慮されていないため、オプションが増えるほどマスタが巨大化・複雑化します。一部の部品変更がBOM・BOP双方に波及するため、整合性を維持する保守工数が膨れ上がります。
ルールが作り出すBOM/BOP生成が鍵(動的管理への転換)
品番や選択肢を増やして管理する方式では、例外対応が重なり、管理コストは際限なく上昇します。そこで必要となるのが、管理対象を「結果(構成)」ではなく「原因(判断ルール)」へ移し、案件ごとにBOM/BOPを生成する「動的管理」への転換です。
動的管理では、設計や生産技術の現場に存在する「強度・耐熱・互換性・設備能力」といった制約条件を、システム上の「ルール」として定義します。仕様(スペック)を入力するだけで、ルールに基づいて最適なBOM・BOPが自動生成される仕組みです。
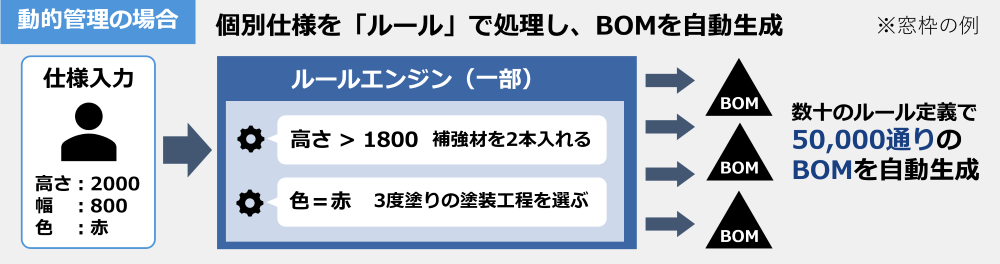
具体例:ドアの製造におけるルール化
入力(仕様):「高さ2,000mm」「幅800mm」「色:赤」
ルール(判断):主要構成部品や工程を生成
-
「高さが1,800mmを超える場合、補強材を2本入れる」
-
「色が赤の場合、3度塗りの塗装工程を選ぶ」
出力(生成):5万通りの品番を作る代わりに、数十個のルールを定義するだけで済みます。
ルールをベースとしたシステム化の実現に必要な3つの概念
判断の資産化を通じて、個別対応と収益確保を両立させるには、以下の3つの構造的アプローチが不可欠です。
① ナレッジの資産化(コンフィグレーションの導入)
ベテラン社員の頭の中にある「仕様に応じた作業選択の条件」や「製造情報を導き出す計算式」を形式化します。
② 品目群(モジュール)管理
個別の品番を無限に増やすのではなく「枠組み(品目群)」として管理します。連続値(寸法など)もパラメータとして扱うことで、仕様に応じた部材の自動選定を可能にします。
③ BOPへの展開と連携
部品(BOM)だけでなく「作り方(工程・設備・治具)」であるBOPまでをルール化します。これにより、設計段階で原価シミュレーションが可能となり、見積もり精度が向上します。
ルール管理を実現する基盤の必要性
「判断のルール化」と「動的なBOM/BOP生成」の実現には、従来型のERP(企業資源計画)やPLM(製品ライフサイクル管理)だけでは限界があります。
既存システムは「結果としての品番」を管理する設計が主であり、「判断プロセス」を管理する構造にはなっていません。ルールベースの構成管理を実装するには、専用の製造基準情報プラットフォームが必要です。
こうした基盤は、単なるツールではなく、企業の製造ノウハウを「デジタル資産」として蓄積・運用するための経営インフラとして位置づけることが重要です。
これを実現した企業は、個別受注を量産並みのスピードで処理できるようになり、グローバル市場で確固たる優位性を獲得するでしょう。
5. SPBOM Suiteで判断ルールを経営資産にする
SPBOM Suiteは、ものづくりのノウハウをナレッジとして管理し、製造基準情報の生成と変換、連携するソリューションです。
製品の製造に関わる業務で必要な静的な製造基準情報を全て抱えることなく都度自動出力することで業務の効率化を実現し、また、SCM(サプライチェーンプランニング) / ERP / MES(製造実行システム)等のシステム毎に必要な粒度や属性などを統合管理し、整合の取れた製造基準情報を効率的に目的別システムへ配信する全社製造基準情報基盤として効果が期待できます。
この仕組みにより、品番増加によるマスタ運用負荷や属人的な判断を抑えつつ、原価や納期の予見性を高めることで利益が出る案件の継続的創出と意思決定スピード向上に繋がります。
SPBOM Suiteのサービスページを見る
6. まとめ
市場の多様化と競争が激化するなか、「現場の頑張り」に依存し続ける経営は、複雑性コストの増大によって利益とスピードを失いかねません。
こういった環境で勝ち残るには、日本独自のきめ細やかな個別対応をやめるのではなく、個別対応を支える意思決定(判断)をルールとして資産化し、部門横断で再現可能な経営プロセスへと転換することが不可欠です。
これを実現できれば、日本の強みを維持したまま、納期・品質・コストの予見性を高め、グローバルで通用する競争力を獲得できます。
経営者が今、向き合うべき問いは「どのシステムを入れるか」ではありません。「自社の判断は、ルールとして定義できているか」。その一歩が、次世代の製造業を創ります。
関連する記事











関連ソリューション





関連事例







お問い合わせ
CONTACT
Webからのお問い合わせ
エクサの最新情報と
セミナー案内を
お届けします
